

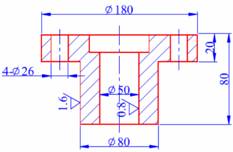
一、铸件毛坯图
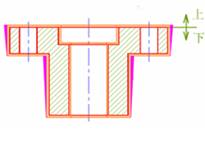
在零件图的基础上根据工艺要求添加适当的加工余量,并去掉机加产生孔和沟槽(形象地说就是把机加工切除的那部分还回去)。
用双点划线画出零件轮廓;剖面图中加工余量、不铸孔及沟槽用正方形网纹线(即零件原有剖面线上附加与之垂直的剖面线而成);毛坯轮廓用粗实线。用细实线画出分型面,并标注“上”“下”字样,以说明浇注位置。
标注:①只标注特殊铸造圆角和起模斜度,相同的统一在技术要求中说明。②尺寸标注:方法一标注零件尺寸,向外标注加工余量;方法二标注铸件尺寸,向内标注加工余量。
第一步 加工余量
1.根据工艺方法(手工造型、机器造型)和材料(铸钢、灰铁、球铁、可铁、铜、锌)查手册确定:
①加工余量等级:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C~K;
②公差等级:CT1~CT16,常用的为CT4~CT13;
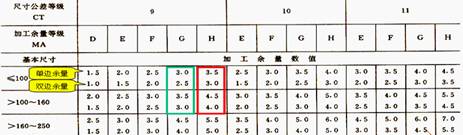
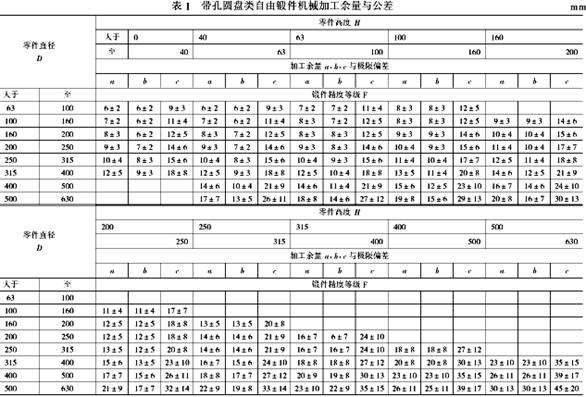
2.根据零件基本尺寸、加工余量等级、公差等级查手册确定加工余量。
第二步 铸件的公差
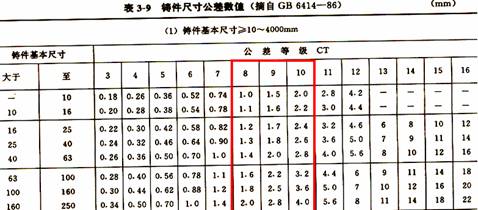
根据铸件基本尺寸、公差等级查手册确定铸件尺寸公差数值。
第三步 铸造圆角
根据铸造方法(砂型、金属型、压力铸造、熔模铸造)和材料(铝、镁、铜、锌、黑色金属)查手册确定最小圆角半径。
为了便于制造,半径应尽可能统一。一般,砂型和金属型取R3或R5,压铸件取R1或R2。

第四步 最小孔径
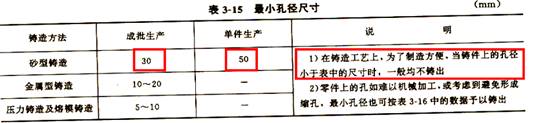
根据铸造方法和生产批量确定最小孔径尺寸。
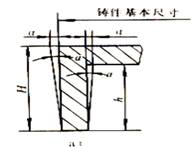
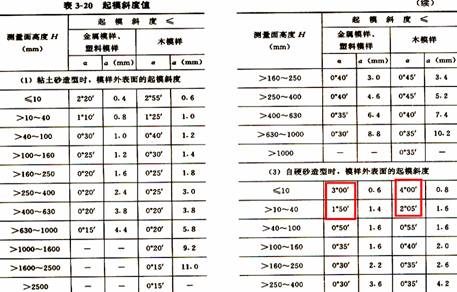
第五步 起模斜度
首先选定起模斜度的形式,然后查表确定起模斜度值。
例如:
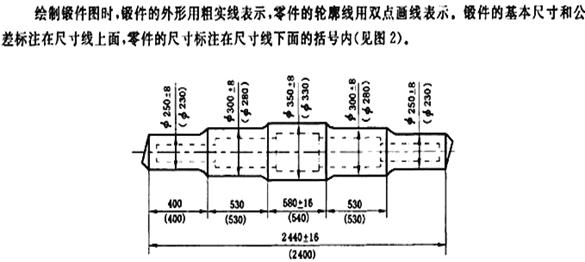
锻件毛坯图:在零件图的基础上,考虑到机加工余量、锻造公差、工艺余块、圆角半径、拔模斜度及相应的技术要求等绘制。
![]()
二、锻件毛坯图
在零件图的基础上,考虑到机加工余量、锻造公差、工艺余块、圆角半径、拔模斜度及相应的技术要求等绘制。
1、自由锻件
GB/T 21469-2008![]()
自由锻件毛坯图


二、模锻件
第一步:加工余量
①公差等级:普通级
②估算锻件重量:根据零件的重量估算锻件毛坯的重量,如:已知机械加工后拨叉件的重量为2kg,由此可初步估计机械加工前锻件毛坯的重量为3kg
③计算锻件形状复杂系数:S1(简单),S2(一般),S3(较复杂),S4(复杂)
④材质系数:如,拨叉材料为45钢,碳的质量分数小于0.65%,故该锻件的材质系数属M1级
⑤分模线形状:如,拨叉选择零件高度方向的对称平面为分模面,属平直分模线
⑥零件表面粗糙度:如,由零件图可知,拨叉各加工表面的粗糙度Ra均大于等于1.6之后查手册确定各个方向的加工余量
第二步:拔模斜度
外模锻斜度:锻件在冷缩时趋向离开模壁的部分,用α表示,一般α=5度内模锻斜度:锻件在冷缩时趋向贴紧模壁的部分,用β表示,一般β=α+2~3
第三步:圆角半径
外圆角半径r=3~5
内圆角半径R=6~10
第四步:最小孔径
锻件最小冲孔直径大于等于30mm
例如
模锻件毛坯图:
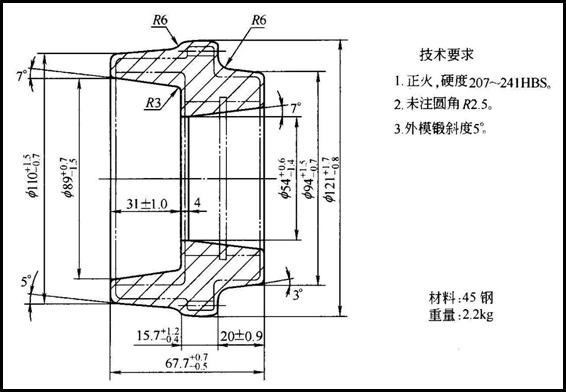
离合齿轮毛坯图