

1 齿轮的作用
齿轮的主要作用是传递扭矩、调节速度、改变运动方向。
2 工作条件
(1)一对相互啮合的齿轮,是通过齿面的接触、滑动传递动力,所以齿根受很大交变弯曲应力作用、齿面受较大接触应力并有强烈的摩擦和磨损。
(2)在换档、启动、啮合不良时,承受一定的冲击载荷。
3 失效形式
常见的失效形式有轮齿折断、齿面磨损、齿面剥落、齿面点蚀、过载断裂等。
4 力学性能要求
(1)高的弯曲疲劳强度。
(2)齿面应具有高的接触疲劳强度、高的硬度和耐磨性。
(3)齿轮心部应具有良好的综合力学性能或较好的强韧性。
5 齿轮零件常用材料及热处理
(1)中碳钢和中碳合金钢。一般承载不大的低、中速传动齿轮,常选用40、45、40Cr、40MnB钢等,经调质处理或正火(要求不高时)达到性能要求(较好的综合力学性能)。经表面淬火、低温回火,表面硬度可达52~58HRC,具有较高的耐磨性。这类齿轮不能承受较大的冲击载荷。
(2)低碳钢和低碳合金钢。承受较大冲击载荷的重载高速齿轮一般选用20Cr、20CrMnTi、20MnVB、18Cr2Ni4WA钢等,个别要求不高的也可选用20钢。经渗碳、淬火、低温回火,可使齿面获得很高的硬度(58~62HRC)和耐磨性,心部具有较高的强度和韧性。
(3)对直径较大(φ>400~600mm)、形状复杂的齿轮毛坯,难以锻造成形时,可采用铸钢,如ZG270-500、ZG310-570等。
(4)对一些轻载、低速、不受冲击、精度要求不高的不太重要的齿轮,可采用灰铸铁,如HT200、HT250、HT300等。灰铸铁多用于开式传动;在闭式传动中,可用球墨铸铁代替铸钢制造齿轮,如QT600-3、QT500-7等。
(5)对仪表中某些在腐蚀介质中工作的轻载齿轮,可采用黄铜、铝青铜、锡青铜、硅青铜等有色金属;对受力不大的仪器、仪表齿轮,在无润滑条件下工作的小齿轮,可采用尼龙、ABS、聚甲醛等工程塑料制造。
6 齿轮零件选材举例
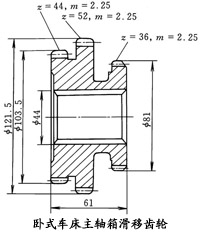
(1)机床齿轮。右图是卧式车床主轴箱三联滑移齿轮,用于传递扭矩和调节速度。工作时,拨动主轴箱的外手柄使该齿轮在轴上滑移,利用与不同齿数的齿轮啮合,获得不同的转速。该齿轮承载不大,工作比较平稳,冲击不大,可选用中碳钢制造。由于该齿轮较厚,考虑到淬透性问题,选用40Cr钢较为合适。其工艺路线为:
下料→锻造→正火→粗加工→调质→精加工→轮齿感应淬火+低温回火→精磨。
正火是预先热处理,可消除锻造产生的残余应力,调整硬度便于机械加工,细化晶粒、改善组织;调质可使齿轮获得较高的综合力学性能,改善心部的强度和韧性,使齿轮能承受较大的交变弯曲应力和一定的冲击力;感应淬火可提高齿面的硬度、耐磨性和接触疲劳强度;低温回火可消除淬火应力、防止产生磨削裂纹、提高抗冲能力。
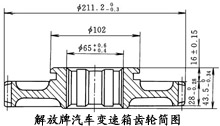
(2)汽车齿轮。右图是解放牌汽车的变速箱中的齿轮,其任务是将发动机的动力传递到后轮,承受重载和大的冲击力,工作条件比机床齿轮复杂,要求齿面具有高的硬度(60~62HRC)和耐磨性、齿心部具有高的强度和优良的韧性,考虑到渗碳工艺性的要求和淬透性的问题,可选用20CrMnTi钢。其工艺路线为:
下料→锻造→正火→粗加工、半精加工→渗碳→淬火+低温回火→喷丸→校正花键孔→精磨齿。
渗碳是为了提高表层的碳含量。淬火是为了使表层获得高碳马氏体和碳化物,具有高的硬度(58~62HRC)、耐磨性和疲劳强度;心部获得低碳马氏体,硬度可达到33~48HRC,具有高的强韧性。低温回火消除淬火应力、提高抗冲能力、防止产生磨削裂纹。喷丸可增大渗碳层的压应力,有利于提高疲劳强度。